
















Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Modèle: FT-TH-10
marque: Feituo
Statut: Nouveau
Service Hors Garantie: Support technique vidéo, Support en ligne
Où Fournir Des Services Locaux (dans Quels Pays Existe-t-il Des Points De Service à L'étranger): rien
Emplacement De La Salle D'exposition (dans Quels Pays Existe-t-il Des Salles D'échantillons à L'étranger): rien
Inspection D'usine Vidéo: Fourni
Rapport D'essai Mécanique: Fourni
Type De Marketing: Nouveau produit 2020
Période De Garantie Des Composants De Base: 1 année
Composants Principaux: PLC, Moteur, Palier, Boîte de vitesses, Moteur, Récipient sous pression, Équipement, Pompe
Lieu D'origine: Chine
Période De Garantie: 1 année
Détails d'emballage: Boîte en bois
productivité: 10000 per hour
transport: Ocean,Land,Air,Express,Optional
Lieu d'origine: Chine
Soutenir: Factory direct supply
Certificats : CE
Code SH: 84659400
Hafen: ShenZhen,GuangZhou
Type de paiement: T/T
Incoterm: FOB
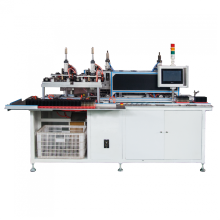
Hunan Feituo Automation Technology Co., Ltd. est une entreprise de haute technologie se concentrant sur la fabrication intelligente et la R&D et les ventes d'équipements d'automatisation. Les principaux produits de l'entreprise: équipement d'installation de kit plus léger, machine de soudage complète, infranteur de contrôle pneumatique complet, briquet automatique micro-ordinateur, machine d'inspection de produit fini complète, machine d'assemblage de soupape de visage complet complet, ligne de production plus légère complète et autre automatique équipement.


























Groupes de Produits : Machine de fabrication de briquet
















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.